EN AW-7075 T6 (AlZnMgCu1,5)
Obecné informace
Slitiny na bázi hliníku/zinku/hořčíku jsou, stejně jako slitiny hliníku/hořčíku/ křemíku ze skupiny 6000 tepelně vytvrditelné. Dosažitelná pevnost je významně vyšší než u slitin ze skupiny 6000. Nevýhodou může být náchylnost ke korozi z vnitřního pnutí. Pokud se ke slitinám AlZnMg přidá měď, náchylnost se snižuje, zatímco se na druhou stranu zvyšuje dosažitelná pevnost. Možné nevýhody zejména AlZnMg slitin s obsahem mědi jsou snížená odolnost proti atmosférické korozi a náchylnost k vrubům. To znamená, že existence vrubů, jako ostrých slabých/silných přechodů a rýh může při měnící se zátěži velmi rychle vést k prasklinám.
Jakost EN AW-7075 je používána zejména tam, kde je důležitá kombinace vysoké tvrdosti a nízké hmotnosti. Je použitelná např. v automobilovém průmyslu (například nárazníky), výrobě strojů a podobně.
Odolnost proti korozi
Jak již bylo řečeno, má EN AW-7075 v atmosférických podmínkách poněkud nižší odolnost proti korozi než například jakost EN AW-6082. Důvodem je fakt, že je legována mědí. V leteckém průmyslu je EN AW-7075 plátovaná čistým hliníkem.
Svařitelnost
Slitiny ze série 7000 jsou takzvané za studena vytvrditelné nebo přírodně vytvrditelné slitiny. To znamená, že ztvrdnou již při pokojové teplotě. Dále se zdá, že tyto materiály jsou relativně necitlivé na rychlost zchlazení po rozpouštěcím žíhání. Tyto vlastnosti znamenají, že slitiny ze série 7000 jsou velice vhodné k použití v konstrukcích, kde je nutné svařování, a kde po svařování není možno provést další tepelné zpracování (rozpouštěcí žíhání a vytvrzení). Ihned po svařování je pevnost v přechodovém pásmu nízká, ale zvyšuje se přirozeným stárnutím. Ve finále lze dosáhnout 90% původní pevnosti. Jak bylo již řečeno, výhoda slitin ze série 7000 je vysoká dosažitelná pevnost. Možná nevýhoda je náchylnost k protržení teplem při svařování. Při svařování kvality EN AW-7075 se s tímto musí počítat.
Chemické složení
viz. tabulky zde
Tepelné zpracování
Jakost EN AW-7075 je dodávána ve stavu (T6) vytvrzení za tepla. Odběratel v normálním případě nemusí provádět žádné tepelné úpravy. Pro zpracování výrobků, které budou ve značné míře tvářeny, je rozumné vycházet ze stavu žíhání naměkko. Po výrobě je možné tepelnou úpravou znovu získat původní vlastnosti. Jiná možnost je tváření ihned po rozpouštěcím žíhání. Doba mezi rozpouštěcím žíháním a tvářením musí být velmi krátká, protože slitina EN AW-7075 tvrdne také při nízkých teplotách (studené tvrdnutí) .
- Žíhání naměkko: 470 až 480°C, následované kalením ve vodě.
- Rozpouštěcí žíhání: 470 až 480°C, následované kalením ve vodě.
Vytvrzení:
- 1. krok: 12 až 24 hodin při 115 až 125 °C
- 2. krok: 4 až 6 hodin při 165 až 180 °C
Mechanické vlastnosti EN AW-7075 podle EN 485-2
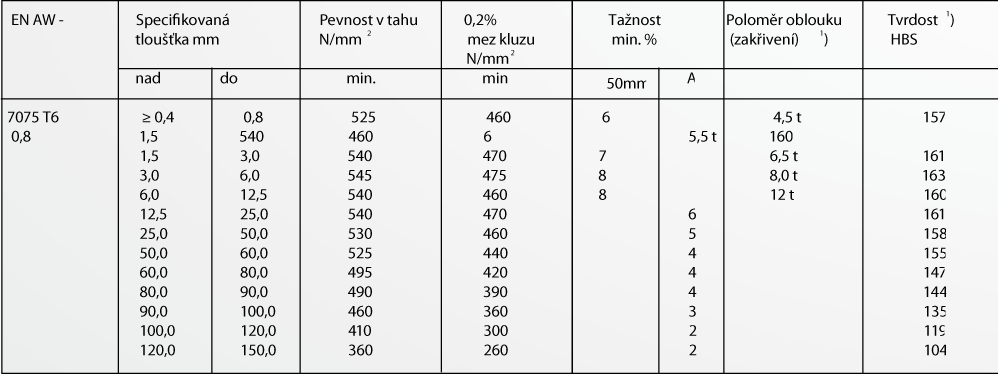
1)pouze pro informaci, t = tloušťka materiálu, úhel zakřivení =90°